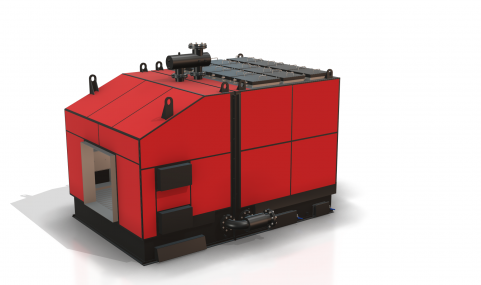
ZGH boilers
The ZGH heating unit is a state-of-the-art device suitable for combustion of chipped wood. The boiler can be used at any place where hot water is needed for heating or process purposes. The unit has a small footprint allowing installation in relatively small spaces. The heat exchanger is placed over the combustion chamber and all elements exposed to flames are made of temperature-resistant steel. The use of high grade steel largely increases durability of the system. Additionally, the unit has a flashback protection guaranteed by the fire safety system. The ZGH units are offered with optional equipment, including conveyors, fuel storages, process system and boiler plant desmoking system.
This boiler range includes the ZGH-300 ECO, conforming to class 5 requirements according to EN 303-5:2012 standard and the Ecodesign Directive.
KWRR boilers
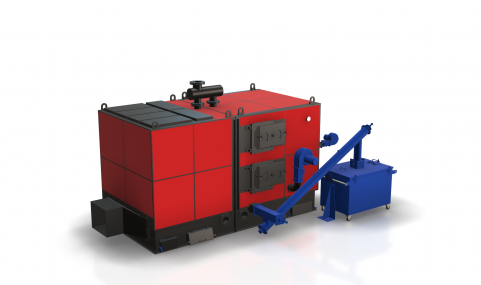
The KWRR is a multi-fuel, low-temperature water boiler with a three-pass exhaust gas circulation, suitable for combustion of timber waste (sawdust, chips, mixed bark). The unit can be used in central heating and process water systems. Moisture contained in fuel is vaporised in the furnace chamber and then the fuel is combusted. The use of a travelling grate ensures optimum combustion conditions and uniform distribution of fuel. The furnace chamber is additionally equipped with an automatic ash removal system.
KWPK boilers
This boiler can be used in central heating and process water systems. The first furnace (ceramic) allows combustion of chipped wood, while the second furnace (steel) is used for larger pieces of dry wood, fed manually. Both chambers can operate simultaneously, but the second furnace is used for emergency operation. Combustion of dry wood pieces allows reaching up to 40% of the rated boiler output. The boiler operates using natural draught or forced draught, when using a cyclone dust separator with an exhaust fan.
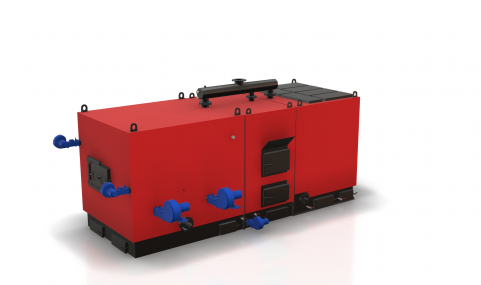
KWH boilers
The KWH boiler is a multi-fuel, low-temperature water boiler with a three-pass exhaust gas circulation. It is suitable for burning hot exhaust gas extracted from the furnace, especially the AZSD type. That combination allows combustion of wet timber waste.
AZSD burner

The AZSD wood chips combustion system can be fed with wood chips, shavings, sawdust and bark. If dry sawdust is used, it should be additionally moistened to improve fuel gasification parameters. This unit can be combined with a properly selected water or steam boiler for heating residential houses, drying kilns, workshops and production or storage halls. It comprises a ceramic furnace and a fuel storage and feeding system. The burner has a metal sheathing and a ceramic heat resistant chamber. The casing is made of a double shell with air ducts allowing air flow control and cooling of external sheathing. The use of ceramic components to accumulate heat allows combustion of fuel with high moisture content. Additionally, the unit can be equipped with a travelling grate and an automatic ash removal system to enable combustion of fuel with low calorific value that produce high volume of ash.
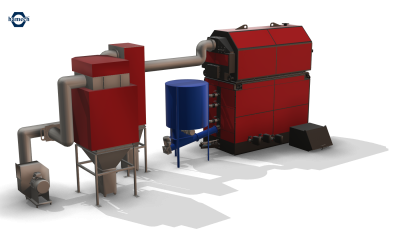
Boiler plant equipment
We offer complete equipment for boiler plants fuelled with chipped wood and producing hot water for central heating systems or process purposes. Our boiler plants are based on AZSD units, KWH water boilers and ZGH heating systems.
On request, for every newly built or modernised boiler plant we can provide:
- ZOD chipped wood container;
- HWP hydraulic biomass extractor;
- ZWP-S fuel extraction system;
- worm conveyors;
- KWP type container biomass extractor;
- free standing steel chimney with a flue;
- exhaust gas cyclone;
- heat distribution system with pumps and an expansion vessel;
- water conditioning plant;
Boiler control automation
The controller adjusts operating parameters of the heating unit and the fuel feeding system, based on the user's configuration. It uses a modulated operation program and a binary operation program: intensive combustion and sustained combustion. The difference between these programs consists in the amount of fuel fed to the furnace.
With the modulated operation program, the controller adjusts fuel feeding time, fan efficiency and grate operation on an ongoing basis. With the binary mode, switching between programs depends on the water temperature inside the boiler. If water temperature reaches a setpoint, the unit will switch from intensive combustion to the sustained combustion mode. It will return to intensive combustion when water temperature decreases by the hysteresis value.
The control automation is based on a PLC controller supported with a control panel installed on the cabinet door. Operating parameters can be viewed and adjusted using the control panel or mobile devices (if the controller is connected to a LAN network). An emergency status is indicated by a message on the control panel.
The controller allows:
- measuring boiler water temperature;
- measuring exhaust gas temperature;
- measuring feeder temperature;
- measuring return temperature;
- measuring brickwork temperature;
- adjustment of primary air volume using a throttle driven by a mechanical actuator;
- adjustment of secondary air volume using an inverter, based on the indicated oxygen content in exhaust gas;
- control of exhaust fan operation using an inverter, based on the indicated negative pressure in the chamber;
- control of the fuel feeding system.
The controller has a two-stage boiler overheating protection. When the temperature reaches a level defined by the "maximum boiler temperature" parameter, the unit will switch to the overheat mode in which feeder operation is paused (fuel ejection) and blow-in fans stop. Another protective device is the STP temperature limiter, operating separately from the automation system. Upon triggering, the protective device must be manually reset.
Boiler control automation
Boiler control automation
The controller adjusts operating parameters of the heating unit and the fuel feeding system, based on the user's configuration. It uses a modulated operation program and a binary operation program: intensive combustion and sustained combustion. The difference between these programs consists in the amount of fuel fed to the furnace.
With the modulated operation program, the controller adjusts fuel feeding time, fan efficiency and grate operation on an ongoing basis. With the binary mode, switching between programs depends on the water temperature inside the boiler. If water temperature reaches a setpoint, the unit will switch from intensive combustion to the sustained combustion mode. It will return to intensive combustion when water temperature decreases by the hysteresis value.
The control automation is based on a PLC controller supported with a control panel installed on the cabinet door. Operating parameters can be viewed and adjusted using the control panel or mobile devices (if the controller is connected to a LAN network). An emergency status is indicated by a message on the control panel.
The controller allows:
- measuring boiler water temperature;
- measuring exhaust gas temperature;
- measuring feeder temperature;
- measuring return temperature;
- measuring brickwork temperature;
- adjustment of primary air volume using a throttle driven by a mechanical actuator;
- adjustment of secondary air volume using an inverter, based on the indicated oxygen content in exhaust gas;
- control of exhaust fan operation using an inverter, based on the indicated negative pressure in the chamber;
- control of the fuel feeding system.
The controller has a two-stage boiler overheating protection. When the temperature reaches a level defined by the "maximum boiler temperature" parameter, the unit will switch to the overheat mode in which feeder operation is paused (fuel ejection) and blow-in fans stop. Another protective device is the STP temperature limiter, operating separately from the automation system. Upon triggering, the protective device must be manually reset.
ZGH 300 ECO
Biomass boilers
Wood chip boilers






Contact us for free consultation. Go to the contact form